







Schedule a Call Back


Water-Ring Compressor Vacuum Pumps
Verified
Verified
Verified
Verified
Verified
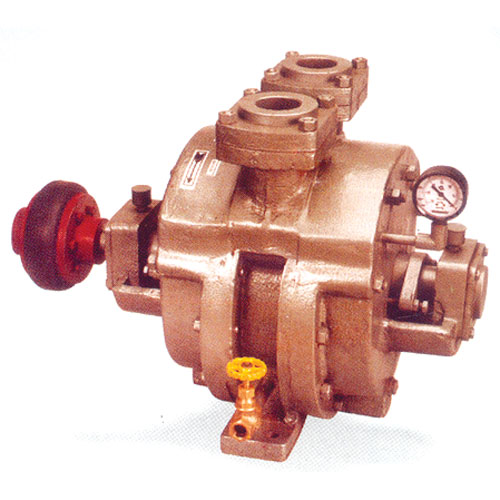
Water-Ring Compressor Vacuum Pumps
Torrlits Engineering Co offers Water-Ring Compressor Vacuum Pumps. The liquid ring vacuum pump is of a technology based on the requirement of its usefulness for handling moist air gases and vapours of toxic nature. Applications: for priming pumps and siphons; evaporation; condensation; pharmaceutical and chemical industries; foodstuff manufacturing; textile mills; paper mills; solvent extrusion plant; and confectioneries, etc. Special material of construction: casing – graded cast iron for standard models, cast steel also available; rotor – bronze, brass, gunmetal, SS, graded CI; controlled disc – bronze, brass, gunmetal, SS, graded CI; shaft – alloy steel, SS – 304, 316, 410; and bushes – bronze, brass, gunmetal, SS, graded CI. In normal installation where water is used as liquid ring and cooling fluid, the exhaust and cooling fluid are delivered together into the drains. A silencer is fitted to the exhaust pipe to minimize the noise. A non-return valve is also provided to the suction side to check the water flow into the vacuum line in case of operational failure. A vacuum relief valve to limit the vacuum pressure, can be supplied on request. Basically the temperature and evaporation properties of the ring fluid will determine the ultimate vacuum of the pump. For its use as a compressor, a water separator is provided at the exhaust side for separation of ring water to drain, which can be re-circulated. In water ring compressor a non-return valve is fitted to the exhaust side. A safety valve can be provided to the exhaust side to limit the working pressure.
